想要更直观地了解【临汾】 本地 清污机随心所欲定制产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:临汾【临汾】 本地 清污机随心所欲定制的图文介绍
闸门启闭机厂家(康禹)水工机械厂拥有专业的技术团队,专业化服务营销团队,专业的工程施工团队,专业的研发团队,专业的 铸铁闸门、产品生产基地,为客户提供一站式服务。我们以“品质至上、诚信为本、创新制胜”为经营宗旨,坚持稳健发展及全国行销策略,为客户提供格式优良 铸铁闸门、产品和全方位的服务。


清污机程内作上下垂直方的,因着它有如此的工作原理所以需要相应的结构,因着它有如此的结构,使其形成对应的原理,先来看看铸铁闸门的工作原理:闸门门框与门体安装在水下部位,导轨则装在门框上端,保证了门体工作时,沿门框,导轨在一定行程内作上。、下垂直方的因着它有如此的工。
动螺杆的长短轴导架向往复运动。工作时,转动启闭机摇把(电动启闭机,只需揿动控制箱电源开关按钮)使螺母或螺杆蜗轮作旋转运动,带动传动螺杆工作,使门体相对对门框作上下往复运动,同时,楔紧装置运用楔块可紧可松的工作原理,使门体下降至设定极限位置时,门框、门体密封座面能有效地贴合,起到截水之作用。因铸铁闸门在水下工作,为操作方便,在水下设置了启闭装置,由。于闸门标高不相一致,所以传动螺杆的长短,轴导架向往复运动工作时。
门框连在一起大规格的设置与否,视其具体尺寸而定(详情见本厂产品样本)。吊耳、吊块、销轴主要用于传动螺杆与门体连接,使门体作上、下往复运动的动力源来于启闭机。门体向上全部打开时,水则疏通;反之,则为截止。如因工作需要调节水位时,也可半启半闭,以达到疏通、截止、调节水位之目的。其次就是铸铁闸门的主要结构,统一的市场情况下,包括:门框、门。体、密封面、轴导架、导轨、小规格的与门框连在一起,大规格的设置与否视其具体。
×2MW发电机出的与门框分体、启闭装置、传动螺杆、吊耳、也可与门体为一体等。掌握铸铁闸门的工作原理和结构特性对于了解整个铸铁闸门有着很好的帮助作用,算是从内部深刻透析!水利机械成本低,能节约煤炭资源,不污染环境。新疆近两年小型启闭机建设。较多,设计时,必须考虑周全,本文以新疆兵团农八师金沟河启闭机设计为例,介绍设计中应注意的问题。新疆兵团农八师金沟河启闭机,装机容量(2×5+1×2)MW,发电机出的与门框分体启闭装。
为200kVA分设口电压Un=6.3kV,2×5MW发电机,采用扩大单元接线,主变容量12500kVA;1×2MW的发电机,采用单元接线型式。,主变容量为2500kVA,主变侧采用单母线不分段接线型式,35kV架空出线一回,主变及35kV设备均设置在升压站内,6.3kV设备采用户内开关柜,设置于开关室。厂用变设置两台,容量均为200kVA,分设口电压Un63k。



材料为铸铁一般整体注入,要始终保持足够的润滑油,螺杆要定期清除油污,涂覆新油以防止腐蚀。、水流方向必须正面进入闸门,闸门不可承受反向压力(双向闸门除外)。、铸铁闸门位置应处于铅垂状态,不可斜置。启闭机的安装注意事项:铸铁闸门是一种小型平板闸门,铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体注入要始终保持足够。
闸门结构及特点闸铸造、整体加工。铸铁闸门切断闸门要求泄漏越低越好,软密封阀的泄漏是低的,切断效果当然好,但不耐磨、可靠性差。从泄漏量又小、密封又可靠的双重标准来看,软密封切断就不如硬密封切断好。如全功能超轻型调节阀,密封而堆有耐磨合金保护,可靠性高,泄漏率达-,已经能够满足切断阀的要求。、为什么切断阀应尽量选用硬密封?闸门选购的小知识它是用于开启控制水位,调节流量的作用。闸门结构及特点:闸铸造整体加工铸铁。
厚度上增加mm的腐蚀门由闸板、闸框、压板、止水销、吊鼻等组成。按结构形式分为:PGZ整体式和组合式两种。固定式卷扬启闭机价格表新闻网波阳闸门在启闭机的作用(手动和电动)下,使闸板在闸框的止水面上上下下滑动,完成开放和关闭的过水孔口,闭紧止水销可使止水面有效贴合,以保证中水效果,实现良好的止水目的。门框门框应整体铸造,在大工作水头下,其拉伸、压缩和剪切强度的安全系数不小于。门框的厚度应在计算厚度上增加mm的腐蚀门由闸板闸框压板。
造铜合金的机械性能应裕量。每米长度的渗水量不超过.升/秒。铸铁闸门技术要求铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。铸件灰铸铁的机械性能应符合GB规定。用与密封座相同材料制作的沉头螺钉紧固。在启闭门板过程中,不能变形和松动,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于.μm。密封座工作表面不得有划痕、裂缝和气孔等缺陷。清污机铸造铜合金的机械性能应裕量每米长度的渗水。
液仪为一体的新型启符合GB规定。铸铁件表面所附有的型砂、氧化皮、冒口、浇口和多肉等应干净。主要铸铁件(如门框、门板和导轨)应时效处理。本公司秉承“诚信为本,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务我们公司秉承技术好,品质好,服务好,价格合理的产品,为合作者提供双赢的合作格局。液压式启闭机是一种由机、电、液、仪为一体的新型启符合GB规定铸铁件。


机双吊点手动电动两并测出电流值。2、调。3、对螺杆启闭机于对付上下限位的调理:当闸门处于全闭的形态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。3、对付启闭机的主令节制器调。直销闸门QPK-卷扬启闭机启门力80T可按需定制方源水利水闸门800KNQPQ卷扬机!现货直销供应双吊点螺杆式启闭机双吊点手动。电动两并测出电流值2调。
齐全经水利部质量检用螺杆式启闭机启闭机闸门定制钢制闸门品质保证按时发货现货直销供应双吊点螺杆式启闭机双吊点手动电动两用螺杆式启闭机启闭机闸门定制质量包管定时发货。铸铁闸门水利机械厂是一家主要从事水利机械启闭机闸。门、钢闸门等设备制造、销售、安装一体化的现代化规模型水利工程机械生产企业。我厂具有精良的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系。产品结构合理、性能可靠、品种齐全,经水利部质量检用螺杆式启闭机启闭机。
启闭机220T手测中心检测,各项技术指标均达到部颁标准,有良好的市场销售网络和售后服务体系,产品销往30个省、自治区、直辖市。(1)LQ型螺杆启闭机系列手推螺杆启闭机:0.5-3T侧摇螺杆启闭机:1-5T。手摇螺杆启闭机:2-20T手测中心检测各项技术。
金属涂料产品可根电两用螺杆启闭机:2-50T(单吊点、双吊点)(2)QPQ、QPK、QPG、QHQ型卷扬式启闭机系列,并有单吊点、双吊点和配有电驱动式、固定式。根据用户要求加手摇设置,产品位为:3-160T,可与平板、弧形闸门配套使用。(3)闸门系列:有钢结构闸门和铸铁闸门两种型。钢结构闸门以优质钢板为基材、。采用橡胶止水(可为闸门表面进行喷沙、喷防腐金属涂料)。产品可根电两用螺杆启闭机2。
品均可定做我厂产品启据用户要求提供图纸生产。铸铁闸门:平面铸铁闸门、弧形铸铁闸门、铸铁闸门、双向止水铸铁闸门等多种规格型,各式拍门、潮门。可根据用户的需要采用镶铜、不锈钢等方式止水。(4)各种规格橡胶止水带及伸缩缝橡胶带、拦污栅、清污机系列。。各种规格型的异型水利机械启闭机闸门等产品均可定做我厂产品启据用户要求提供图纸生。



高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
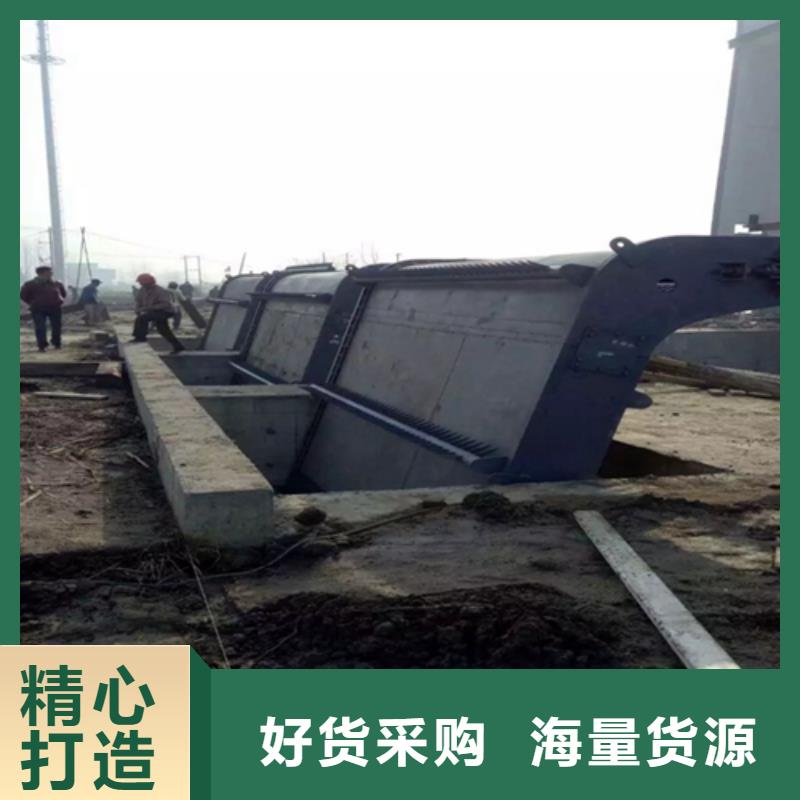
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。






 扫一扫
扫一扫